.svg)
How SAP Demand Planning Helps Manufacturers Reduce Inventory and Forecast Risk

How Poor Demand Planning Is Costing Manufacturers Millions – And How SAP Fixes It
· Poor demand planning in manufacturing increases inventory costs, stockouts, and operational inefficiencies across the supply chain.
· Spreadsheet-based forecasting often creates disconnected planning and slower decision-making in manufacturing operations.
· Modern SAP demand planning improves forecast accuracy using machine learning, real-time ERP integration, and scenario planning.
· Connected supply chain planning solutions help manufacturers balance inventory, service levels, and working capital more effectively.
Poor demand planning in manufacturing is rarely obvious at first, but its impact is felt everywhere in the business. A forecast that misses the mark can create too much inventory in one area while leaving critical materials unavailable in another. That imbalance ties up cash, increases storage and handling costs, raises the risk of obsolescence, and forces teams to react with costly expedites, overtime, and premium freight. At the same time, under-forecasting can trigger stockouts, delayed deliveries, missed revenue, and frustrated customers who may look elsewhere for a more reliable supplier. Over time, these small planning errors accumulate into a large and persistent drain on profitability.
Modern SAP demand planning helps manufacturers break that cycle by replacing fragmented spreadsheets with a connected planning process. Instead of relying on static assumptions and manual updates, planners can use integrated forecasting, scenario analysis, and live supply chain signals to make decisions based on current business reality. This creates a more accurate and responsive planning environment, where demand, supply, inventory, and financial impact are viewed together rather than in isolation. For manufacturers trying to improve service levels while protecting margin and working capital, SAP demand planning provides the structure and visibility needed to plan smarter and respond faster.
Why Demand Planning Fails in Manufacturing Operations
Most manufacturing businesses already have large amounts of operational data, but that information usually exists in disconnected systems, spreadsheets, departments, and planning processes.
Sales teams work with one version of demand forecasts. Procurement teams use different assumptions while planning purchases. Operations teams often rely on historical production trends, while finance creates separate revenue and budgeting projections.
Because each department operates differently, the organisation gradually loses alignment across the supply chain. This disconnect creates planning instability across the entire manufacturing environment.
A weak forecasting process eventually creates a chain reaction throughout the business.
If demand is overstated,
· Inventory increases unnecessarily
· Warehousing costs rise
· Obsolescence risk increases
· Working capital gets blocked
· Procurement buys more than required
If demand is understated,
· Production shortages occur
· Customer orders get delayed
· Premium freight costs increase
· Overtime expenses rise
· Customer satisfaction declines
Over time, these planning inefficiencies erode profitability even when revenue appears stable.
The Hidden Financial Damage of Poor Forecasting
One of the biggest misconceptions in manufacturing is that forecasting problems only affect inventory levels. In reality, poor forecasting affects almost every financial layer of the business.
Overstock and Excess Inventory
When forecasts overestimate demand, manufacturers produce or procure more inventory than necessary. This inventory consumes warehouse space, increases insurance costs, raises storage expenses, and locks cash into non-moving stock. In industries with shorter product life cycles, excess inventory may eventually become obsolete.
McKinsey has noted that more warehouses and fragmented inventory often raise capital costs, and finished goods inventories may need to be up to 30% higher to prevent local stock-outs in distributed networks.
Consider a manufacturer carrying ₹80 crore worth of finished inventory. If even 15% of that inventory is unnecessary due to inaccurate forecasting, nearly ₹12 crore becomes trapped in working capital that could have been used for expansion projects, plant modernisation, hiring, technology upgrades, and debt reduction. That’s why manufacturers are investing heavily in modern ERP for manufacturing industry planning capabilities.
Stockouts andLost Revenue
Under-forecasting creates an equally dangerous problem. When manufacturers fail to predict actual demand accurately, they run out of inventory during critical sales periods. Production teams scramble to recover schedules while customers face delivery delays.
In industries with competitive supply chains, customers rarely wait patiently for delayed shipments. They often switch suppliers entirely. Now the business is not just losing one order but potentially losing long-term customer relationships.
Imagine a plant that underforecasts a seasonal product line and misses 5 per cent of expected orders. If annual demand is worth USD 50 million, nearly USD 2.5 million in revenue may already be at risk before considering margin losses, expedited recovery costs, or customer churn.
WorkingCapital
Inventory is essentially cash sitting on shelves. When planning becomes inaccurate, businesses are forced to carry larger inventory buffers to protect service levels.
Poor planning weakens liquidity because too much capital becomes tied up inside inventory instead of remaining available for operational growth. McKinsey’s working-capital guidance highlights inventory as one of the core levers in cash conversion and operational flexibility.
For manufacturers operating across multiple warehouses, suppliers, and production locations, the working-capital impact becomes even more significant.
Premium Freight and Operational Firefighting
One of the most underestimated costs in poor planning is operational firefighting. When shortages appear unexpectedly, companies often rely on emergency recovery actions simply to stabilise operations. These usually include the following:
· Air freight shipments
· Emergency vendor procurement
· Production overtime
· Last-minute schedule adjustments
· Temporary labour increases
Individually, these costs may appear manageable, but across hundreds of planning cycles annually, they become a major profitability drain. This is why modern manufacturers increasingly treat demand forecasting software as both an operational and financial control system rather than just a forecasting tool.
Why Spreadsheets Break Down
For years, spreadsheets served as the default tool for forecasting and inventory planning in manufacturing. They worked reasonably well when supply chains were smaller, product portfolios were limited, and demand patterns were relatively stable.
But modern manufacturing environments are far more complex. Companies now manage thousands of SKUs, multi-location warehouses, supplier dependencies, seasonal demand fluctuations, and rapidly changing customer behaviour.
In such environments, spreadsheet-based planning starts creating operational bottlenecks. The biggest problem is that spreadsheets are disconnected from real-time business operations, causing major technical limitations:
· Lack of real-time integration with ERP, procurement, and warehouse systems
· Inability to process live demand signals like POS data or customer ordertrends
· Limited support for statistical forecasting models and machine learningalgorithms
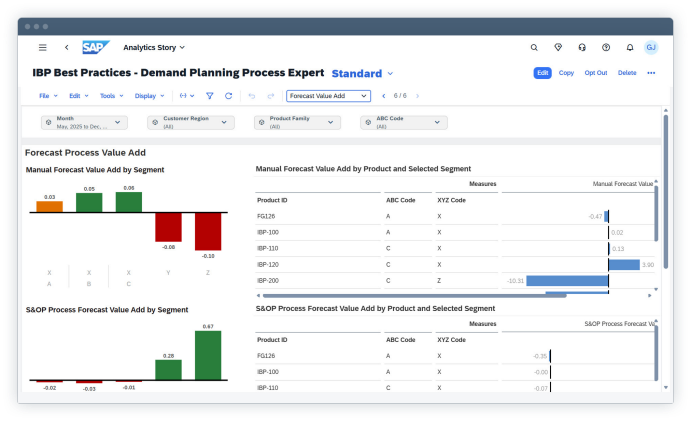
· No automated demand sensing or forecast-value-add analysis
· Weak collaboration between sales, operations, finance, and procurement teams
· High dependency on manual formulas, macros, and planner assumptions
· Poor scalability for multi-site or global manufacturing operations
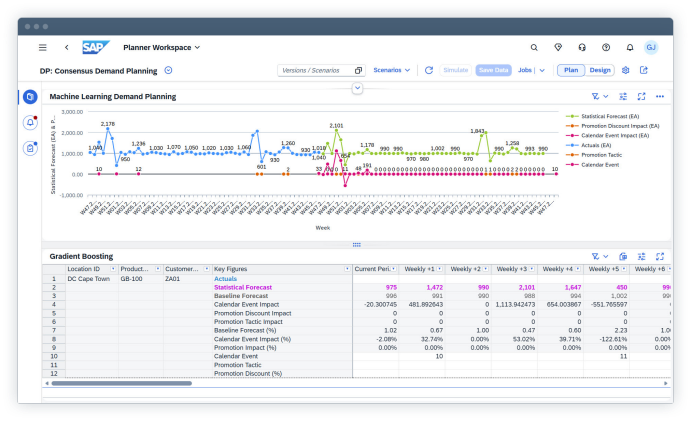
Modern supply chain planning solutions such as SAP Integrated Business Planning create a major advantage here. SAP IBP for Demand Planning combines machine learning, time-series forecasting, scenario simulation, and collaborative planning into a single environment. Instead of reacting to outdated spreadsheet data, planners can make decisions using real-time operational intelligence, improving both forecast accuracy and supply chain responsiveness.
How SAP Fixes Poor Demand Planning
SAP fixes poor planning by building a single planning environment that connects demand, supply, and financial decisions.
SAP Integrated Business Planning for Demand allows teams to create forecasts with machine learning, time-series algorithms, and collaborative reviews, while also aligning inventory targets and capacity with actual business constraints. That integration is exactly what manufacturers need when they are trying to achieve disciplined demand planning in manufacturing.
SAP IBP for Demand allows organisations to:
· Build statistical forecasts using time-series algorithms
· Apply machine learning models for pattern recognition
· Analyze historical demand variability across SKUs
· Detect forecast outliers automatically
· Simulate supply chain disruption scenarios
· Align demand plans with production capacity constraints
· Connect inventory targets with service-level objectives
· Integrate real-time ERP and operational data into planning
One of the biggest technical advantages of SAP is adaptive forecasting. Traditional planning systems often apply the same forecasting logic across all products, even though demand behaviour varies significantly between SKUs. Some products follow stable demand patterns, while others are highly seasonal, promotion-driven, or volatile.
SAP’s forecasting engine can automatically classify products based on demand behaviour and apply the most suitable algorithm accordingly. This improves forecast accuracy significantly because the system continuously learns from real operational demand instead of relying only on static historical averages.
Another major advantage is real-time integration with SAP S/4HANA and SAP ERP environments. Forecasting no longer operates as a disconnected planning exercise. SAP IBP connects directly with operational data such as sales orders, material availability, supplier lead times, production schedules, warehouse inventory, transportation constraints, and procurement planning.
If a supplier delay impacts raw material availability, SAP can immediately reflect the constraint within the planning model. Similarly, if downstream demand suddenly increases due to seasonal spikes or retail activity, planners can identify the impact early and adjust production or inventory strategies proactively.
Inventory and Service-Level Improvements
Many manufacturers either overstock inventory to protect service levels or aggressively reduce stock and risk shortages. Neither approach is sustainable long term. A stronger planning process reduces both overstock and stockouts by improving the quality of the forecast and the speed of response.
SAP’s demand planning capabilities support inventory target setting, consensus planning, and supply alignment, which helps manufacturers keep service levels high without overbuying. This is especially valuable in industries where demand shifts quickly or where manufacturing lead times are long.
The service-level benefit is important because many companies treat inventory as a pure cost problem when it is really a service and profit balancing act. If service falls, sales fall; if inventory rises too far, cash flow suffers. That is why modern supply chain planning solutions must optimise both sides of the equation instead of chasing low stock at any cost.
In addition, SAP’s collaborative forecasting process helps finance, sales, marketing, and operations agree on one consensus plan. That matters because demand planning is not only a math problem; it is an alignment problem. When the company shares one forecast, the ERP for the manufacturing industry becomes more reliable from procurement to production to delivery.
What Improves After SAP Implementation
The most visible improvement after implementing SAP planning solutions is forecast accuracy. But long-term operational improvements go much deeper than forecasting alone. Manufacturers typically experience improvements in:
· Inventory turnover
· Working capital utilization
· Order fulfilment rates
· Production schedule stability
· Procurement efficiency
· Warehouse utilization
· Premium freight reduction
· Supply chain responsiveness
One of the most important long-term benefits is scenario planning capability. Instead of reacting after disruptions occur, manufacturers can simulate different operational scenarios before making decisions.
For example:
· What happens if raw material costs increase?
· What happens if a supplier delays shipments?
· What happens if seasonal demand exceeds projections?
· What happens if a major customer changes forecasts suddenly?
This ability to model operational outcomes before execution significantly improves manufacturing agility.
For growing manufacturers, this flexibility becomes extremely important because scaling production manually through spreadsheets becomes unsustainable over time. SAP transforms demand planning in manufacturing from a reactive forecasting exercise into a structured, repeatable, and data-driven management process that supports long-term operational growth.
Conclusion
Poor demand planning is expensive because it multiplies mistakes across inventory, production, logistics, and cash flow. It creates overstock, stockouts, and working-capital drag, and those losses can reach millions when they repeat across many SKUs and business units.
The most effective response is a unified planning process built on modern SAP demand planning and connected supply chain planning solutions.
For teams that are still relying on spreadsheets, adopting demand planning in manufacturing inside SAP is one of the fastest ways to reduce waste, improve service, and free cash for growth.
As an SAP Gold Partner with deep experience across manufacturing, distribution, logistics, and supply chain operations, Vestrics Solutions Pvt. Ltd. helps organisations move beyond traditional forecasting limitations and build connected, scalable planning environments inside SAP.
Want to reduce stockouts, excess inventory, and operational firefighting across your manufacturing operations? Contact us to explore a more connected approach to SAP demand planning.
FAQs
1. How long does it take to implement SAP demand planning solutions?
Implementation timelines depend on supply chain complexity, SKU volume, integration requirements, and existing ERP maturity. Many mid-sized manufacturers begin seeing planning improvements within a few months after phased deployment.
2. Can SAP demand planning work for multi-location manufacturing businesses?
Yes. SAP planning solutions are designed to support multi-plant operations, regional warehouses, distributed procurement teams, and global supply chain environments from a centralised planning framework.
3. Does SAP demand planning support seasonal and volatile demand patterns?
SAP uses machine learning and advanced forecasting models that can adapt to seasonal fluctuations, changing customer demand, promotional cycles, and volatile market conditions more effectively than static forecasting methods.
4. Which industries benefit the most from SAP demand planning?
Industries with complex supply chains and inventory movement such as automotive, food processing, industrial manufacturing, pharmaceuticals, retail distribution, and consumer products benefit significantly from connected planning systems.
5. Why is collaborative planning important in manufacturing?
Collaborative planning helps sales, procurement, finance, production, and warehouse teams work using shared operational data, which reduces planning conflicts and improves overall supply chain coordination.
.png)
Fuel Your Business Transformation with Our Insights
Bookmark this page for regular updates and explore how our expertise can accelerate your
transformation journey.

